Входной контроль качества металлопродукции
Спектральный анализ металлов проводят по ГОСТам, а именно:
сталей - ГОСТ 18895-81;
титановых сплавов - ГОСТ 23902-79;
алюминиевых сплавов - ГОСТ 7727-75;
магниевых сплавов - ГОСТ 7728-79;
меди - ГОСТ 9717.1-82, ГОСТ 9717.2-82, ГОСТ 9717.2-83;
медно-цинковых сплавов - ГОСТ 9716.0-79, ГОСТ 9716.1-79, ГОСТ 9716.2-79, ГОСТ 9716.3-79;
безоловянных бронз - ГОСТ 20068.0-79, ГОСТ 20068.1-79, ГОСТ 20068.2-79, ГОСТ 20068.3-79.
Рентгеноспектральный анализ. По сравнению с оптическими спектрами рентгеновские характеристические спектры содержат меньшее число линий, что упрощает их расшифровку. Это преимущество обусловливает все более широкое применение рентгеновского анализа в заводских лабораториях.
Характеристический рентгеновский спектр пробы можно получить, либо поместив ее на анод рентгеновской трубки и облучая пучком электронов с энергией 3-50 КэВ (эмиссионный метод), либо расположив пробу вне трубки и облучая ее исходящими из трубки достаточно жесткими рентгеновскими лучами (флуоресцентный метод).
Флуоресцентный метод более предпочтителен т. к.:
имеет более высокую чувствительность (до 0,0005 %);
более оперативен и технологичен (нет необходимости делать трубку разборной и откачивать ее для поддержания вакуума);
проба не подвергается нагреву.
Применяемые в промышленности для контроля химического состава сталей и сплавов флуоресцентные рентгеноспектрометры (Спарк-1-2М, Lab-Х3000, ED 2000, MDX 1000) оснащены ЭВМ, что позволяет автоматизировать процесс обработки спектров и повысить оперативность (рис. 3.4).
Результаты контроля химического состава металла оформляются в сопроводительной документации и регистрируются в паспорте входного контроля.
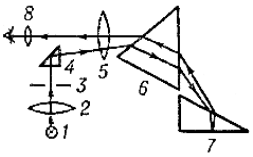
Рис. 3.3. Оптическая схема стилоскопа: 1 - источник света (электрическая дуга между электродами, которыми служат исследуемые образцы); 2 - конденсатор; 3 - щель; 4 - поворотная призма; 5 - объектив; 6 и 7 - призмы, разлагающие свет в спектр; 8 - окуляр
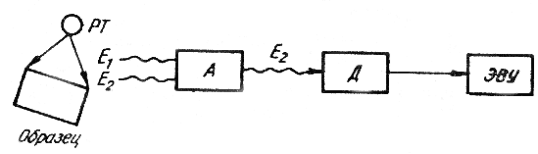
Рис. 3.4. Функциональная схема флуоресцентного рентгеновского спектрометра: РТ - рентгеновская трубка; А - анализатор; Д - детектор
При входном контроле импортных материалов производится определение марки материала в соответствии с сертификатом по химическому составу.
Контроль механических свойств. Данный вид контроля проводится в ЦЗЛ в соответствии с требованиями СТП и ТИ. Содержание и объем контроля механических свойств поступающей на предприятие металлопродукции определяется маркой металла, состоянием поставки и назначением в соответствии с НТД.
Как правило, механические свойства контролируются при испытаниях: на одноосное растяжение, на твердость, на ударную вязкость (см. гл. 2). Форма и размеры образцов для испытаний должны соответствовать требованиям ГОСТ 1497-84 и ГОСТ 9454-78.
Для испытаний на растяжение металла круглого, квадратного и шестигранного сечения от каждой партии отбирают 2 пробы, длиной 60 мм от любого конца проката.
Для испытаний на растяжение проволоки, поступающей в бухтах для изготовления пружин, от одной бухты каждой партии отбирается проба длиной 600 мм, а для проволоки диаметром ![]() 0,9 мм одна проба длиной 1500 мм на расстоянии не менее 1 м от конца бухты.
0,9 мм одна проба длиной 1500 мм на расстоянии не менее 1 м от конца бухты.
Для испытаний на растяжение листового проката от одного листа отбирают две пробы длиной 250 мм и шириной 50 мм вдоль направления прокатки, а от листов из алюминиевых и магниевых сплавов - поперек прокатки. Для лент и полос от одного рулона каждой партии отбирается проба длиной 400 мм на расстоянии не менее 1 м от конца рулона.
Для испытания на ударную вязкость от листов, полос толщиной не менее 11 мм, от труб с толщиной стенки не менее 14 мм, прутков диаметром не менее 16 мм от любого конца рядом с пробой для испытаний на растяжение отбирают 2 пробы размером 11×11×60 мм для изготовления образцов размером 10×10×55 мм. От проката толщиной до 10 мм отбирают 2 пробы для изготовления образцов размером 5×10×55 мм. Для испытаний на ударную вязкость при минусовых температурах отбирают 3 пробы.